Comprendre le processus de trempe : Avantages et techniques
Imaginez un monde où la résistance du métal dépend d'un seul processus de transformation. Bienvenue dans le domaine de la trempe...
Imaginez qu'une pièce d'acier passe d'un état fragile à un état incroyablement dur et résistant à l'usure. Cette transformation n'est pas magique, mais le résultat d'un processus de traitement thermique précis et ancien connu sous le nom de trempe. Pour ceux qui souhaitent approfondir leur connaissance de cette technique fascinante, notre guide complet propose une exploration détaillée des méthodes de trempe, de leurs applications spécifiques et des nombreux avantages qu'elles procurent.
Nous vous présenterons les différents fluides de trempe - eau, huile, gaz et polymères - en expliquant comment chacun d'entre eux influence la vitesse de refroidissement et les propriétés finales du matériau. Vous découvrirez également les étapes critiques de la trempe et comprendrez pourquoi la maîtrise de chaque phase est essentielle pour obtenir la dureté et la durabilité souhaitées.
À la fin de ce guide, vous aurez non seulement saisi les différences entre des techniques telles que l'induction et la trempe superficielle, mais aussi compris leurs applications dans des secteurs tels que l'automobile et l'aérospatiale. Prêt à découvrir les secrets de la transformation de métaux ordinaires en composants extraordinaires ? Plongeons dans l'aventure !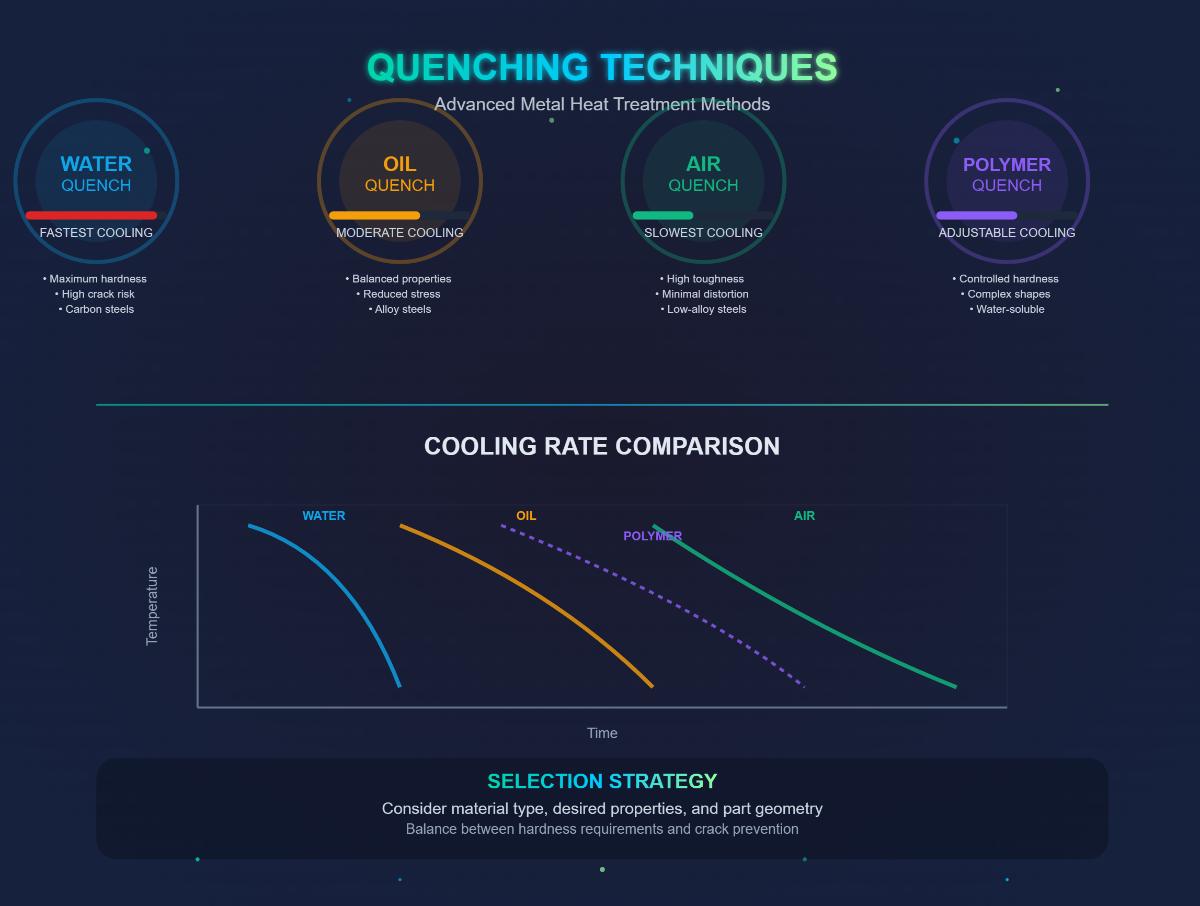
La trempe est un processus de traitement thermique crucial qui implique le refroidissement rapide d'un métal chauffé. Ce refroidissement rapide est essentiel car il "gèle" les atomes en place, ce qui entraîne les changements souhaités dans la microstructure du métal.
Dans le traitement thermique, la trempe joue un rôle essentiel dans la modification de la microstructure des métaux, ce qui a un impact direct sur leurs propriétés mécaniques. La trempe vise principalement à rendre le métal plus dur et plus résistant. Cette transformation se produit généralement lorsque le métal est refroidi à partir d'une température élevée et qu'il subit des changements structurels importants.
La capacité d'améliorer les propriétés des métaux grâce à la trempe permet de l'utiliser dans un large éventail d'industries. Dans l'industrie automobile, les métaux trempés sont utilisés dans les pièces de moteur, les engrenages et les essieux. Dans l'industrie aérospatiale, les métaux trempés sont utilisés dans des composants critiques tels que les pales de turbines et les pièces structurelles, où une grande solidité et une résistance à l'usure sont essentielles.
Les fluides de trempe sont des substances utilisées pour refroidir rapidement les métaux chauffés pendant le processus de trempe. Le choix du milieu de trempe a un impact significatif sur la vitesse de refroidissement, qui à son tour affecte la dureté, la résistance et la microstructure du métal. Les différents fluides de trempe offrent des vitesses de refroidissement et des caractéristiques variées, ce qui les rend adaptés à différentes applications.
La trempe à l'eau est l'une des méthodes les plus couramment utilisées en raison de sa vitesse de refroidissement élevée.
La trempe à l'huile est préférable lorsqu'une vitesse de refroidissement plus lente est nécessaire pour équilibrer la dureté et la ténacité.
La trempe au gaz ou à l'air offre un processus de refroidissement plus lent et mieux contrôlé.
La trempe au polymère consiste à utiliser des polymères solubles dans l'eau pour contrôler la vitesse de refroidissement.
La trempe à la saumure consiste à utiliser une solution d'eau salée, ce qui accélère le processus de refroidissement.
D'autres moyens de trempe sont utilisés dans des applications spécifiques :
Le processus de trempe peut être divisé en trois étapes distinctes, chacune affectant la vitesse de refroidissement du métal et ses propriétés finales :
La première étape consiste en la formation d'une couverture de vapeur autour du métal chaud. Cette couverture réduit le transfert de chaleur.
Lorsque la vapeur se dissipe, le milieu de trempe entre en contact direct avec le métal, ce qui entraîne un transfert de chaleur rapide.
La dernière étape est caractérisée par une vitesse de refroidissement plus lente, où la chaleur est transférée par convection. Cette étape peut entraîner des déformations en raison d'un refroidissement prolongé.
La trempe est largement utilisée dans diverses industries pour améliorer les propriétés mécaniques des métaux :
Après la trempe, les métaux subissent souvent un revenu afin de réduire la fragilité et d'améliorer la ténacité. Ce processus consiste à réchauffer le métal à une température plus basse, puis à le refroidir. Le revenu permet de soulager les contraintes internes induites par la trempe, ce qui rend le métal moins cassant et améliore sa ductilité et ses propriétés mécaniques globales.
Pour que la trempe soit efficace, il faut tenir compte de plusieurs facteurs :
La phase de vapeur est la phase initiale au cours de laquelle le métal chaud est immergé pour la première fois dans le milieu de trempe, formant une couverture de vapeur en raison de la vaporisation rapide. Cette couverture de vapeur se forme parce que le milieu de trempe se vaporise rapidement au contact de la surface du métal chaud, créant ainsi une couche isolante.
La vitesse de refroidissement au cours de la phase vapeur est relativement lente. La couverture de vapeur agit comme un isolant, empêchant un transfert de chaleur efficace du métal vers le milieu de trempe.
Une phase de vaporisation prolongée peut entraîner un refroidissement inégal, ce qui peut provoquer des déformations ou des fissures dans le métal. Il est essentiel de réduire la durée de cette étape pour garantir un refroidissement uniforme. L'agitation du milieu de trempe peut aider à rompre plus rapidement la couverture de vapeur, ce qui permet de passer à l'étape suivante.
La phase d'ébullition est la deuxième et la plus critique du processus de trempe.
Au fur et à mesure que le métal se refroidit, la couverture de vapeur se désagrège, ce qui permet au produit de trempe de toucher directement la surface du métal et de bouillir vigoureusement.
Cette étape a la vitesse de refroidissement la plus rapide des trois étapes. L'ébullition rapide du milieu de trempe assure un transfert de chaleur efficace du métal, ce qui est essentiel pour obtenir la dureté souhaitée.
La phase d'ébullition est critique car elle détermine la dureté finale et les autres propriétés mécaniques du métal. Les propriétés du milieu de trempe, telles que son point d'ébullition et sa conductivité thermique, influencent considérablement cette étape. Une agitation adéquate pendant cette étape peut améliorer le transfert de chaleur et garantir un refroidissement uniforme.
La phase de convection est la phase finale du processus de trempe.
La phase de convection commence lorsque la température de surface du métal tombe en dessous du point d'ébullition du milieu de trempe, ce qui arrête l'ébullition.
La vitesse de refroidissement au cours de la phase de convection est plus lente que celle de la phase d'ébullition. Cependant, elle reste importante pour déterminer les propriétés finales du métal.
La viscosité du milieu de trempe affecte la vitesse de refroidissement au cours de cette étape. Il est donc essentiel de contrôler la température et le débit du milieu pour garantir un refroidissement uniforme et minimiser les contraintes thermiques. Cette étape est cruciale pour obtenir la microstructure finale et les propriétés mécaniques du métal.
La trempe est un processus de traitement thermique critique utilisé pour améliorer les propriétés mécaniques des métaux. Les différentes techniques de trempe offrent des vitesses de refroidissement et des caractéristiques variables, ce qui les rend adaptées à des applications spécifiques. Vous trouverez ci-dessous une comparaison détaillée des techniques de trempe les plus courantes et de leurs applications typiques.
La trempe à l'eau consiste à immerger le métal chauffé dans de l'eau ou de la saumure, ce qui entraîne un refroidissement rapide.
Caractéristiques :
Applications typiques :
La trempe à l'huile utilise des huiles minérales ou synthétiques pour refroidir le métal chauffé à une vitesse modérée.
Caractéristiques :
Applications typiques :
La trempe au gaz ou à l'air utilise des gaz inertes comme l'azote ou l'air ambiant pour refroidir lentement le métal.
Caractéristiques :
Applications typiques :
La trempe au polymère consiste à utiliser des solutions de polymères solubles dans l'eau pour contrôler la vitesse de refroidissement.
Caractéristiques :
Applications typiques :
La trempe à deux milieux consiste à immerger séquentiellement le métal chauffé dans deux milieux de trempe différents, généralement de l'eau puis de l'huile.
Caractéristiques :
Applications typiques :
La trempe superficielle cible des zones spécifiques de la surface du métal, en utilisant souvent un chauffage localisé et un refroidissement rapide.
Caractéristiques :
Applications typiques :
La trempe par induction utilise l'induction électromagnétique pour chauffer le métal de manière sélective avant la trempe.
Caractéristiques :
Applications typiques :
La trempe à froid consiste à immerger le métal chauffé dans un milieu très froid, souvent de l'azote liquide.
Caractéristiques :
Applications typiques :
Les techniques de trempe sont largement appliquées dans les industries automobile et aérospatiale afin d'améliorer les performances et la durabilité des composants critiques.
Applications automobiles :
Applications aérospatiales :
Cause : Un refroidissement rapide et inégal provoque des fissures de trempe dues à la création de contraintes thermiques. La surface se refroidit et se contracte plus rapidement que l'intérieur, ce qui entraîne des contraintes de traction qui peuvent dépasser la résistance du matériau. Les vitesses de refroidissement élevées, la susceptibilité des alliages et les géométries complexes peuvent aggraver ce problème.
Techniques d'atténuation :
Cause : Un refroidissement non uniforme provoque des déformations et des gauchissements, entraînant une contraction différentielle et des déformations mécaniques. Les formes complexes et les épaisseurs inégales exacerbent ces incohérences.
Techniques d'atténuation :
Cause : La variabilité des vitesses de refroidissement, l'inhomogénéité du matériau ou la contamination du milieu de trempe peuvent entraîner une trempe incohérente ou insuffisante.
Techniques d'atténuation :
Cause : L'exposition à l'oxygène ou à des contaminants pendant le chauffage ou la trempe peut réduire la teneur en carbone de la surface et provoquer une oxydation.
Techniques d'atténuation :
L'huile de trempe est couramment utilisée pour sa vitesse de refroidissement modérée, mais elle peut présenter des problèmes spécifiques :
Techniques d'atténuation :
Cause : Un chauffage excessif avant la trempe ou un mauvais contrôle de la température peut entraîner un grossissement du grain et des microstructures indésirables.
Techniques d'atténuation :
La trempe est un processus essentiel dans diverses industries, car elle permet aux pièces métalliques d'atteindre la dureté, la solidité et la résistance à l'usure requises pour des performances optimales. Voici quelques applications clés :
Dans le secteur automobile, la trempe est largement utilisée pour améliorer la durabilité et la fiabilité des composants critiques :
Les applications aérospatiales exigent des matériaux présentant un rapport poids/résistance supérieur et une résistance aux conditions extrêmes :
Dans le secteur de la construction, la trempe est essentielle pour créer des matériaux robustes et résistants :
La trempe est essentielle dans l'industrie de l'outillage pour obtenir une dureté et une résistance à l'usure maximales :
Les avantages de la trempe vont au-delà de la simple dureté et comprennent plusieurs avantages essentiels pour les applications industrielles :
La trempe augmente considérablement la dureté des métaux en transformant leur microstructure :
Différentes techniques de trempe permettent de contrôler avec précision la vitesse de refroidissement et les propriétés du matériau :
La trempe améliore la durabilité et les performances des composants métalliques, ce qui permet de réaliser des économies :
Des méthodes de trempe avancées permettent un contrôle précis du processus de refroidissement :
La formation de martensite est un aspect critique du processus de trempe, qui influence directement la dureté et les propriétés mécaniques du métal :
La martensite se forme rapidement lorsque l'acier est rapidement refroidi à partir de sa température d'austénitisation (815-900°C) :
La martensite augmente la dureté mais diminue la ductilité :
La vitesse de refroidissement pendant la trempe a un impact significatif sur la teneur en martensite :
Pour optimiser les propriétés des métaux trempés, les traitements post-trempe sont essentiels :
Trempe: Réduit la fragilité et les contraintes internes, améliorant ainsi la ductilité et la ténacité du métal. Ce processus consiste à chauffer le métal trempé à une température inférieure à son point critique, à le maintenir à cette température pendant une période déterminée, puis à le laisser refroidir lentement. La température et la durée précises dépendent des propriétés souhaitées et du type de métal traité.
Recuit : Adoucit le métal, améliore l'usinabilité et affine la structure du grain. Ce traitement consiste à chauffer le métal à une température spécifique, à maintenir cette température pendant un certain temps, puis à le refroidir lentement, généralement dans un four. Le recuit peut également soulager les tensions internes et améliorer l'usinabilité générale du métal.
Vieillissement : Améliore la résistance et la dureté de certains alliages, en particulier l'aluminium et le titane. Ce processus consiste à chauffer le métal à une température modérée et à le maintenir à cette température pendant une période prolongée. Le vieillissement peut être naturel (à température ambiante) ou artificiel (à température élevée), en fonction de l'alliage et des propriétés souhaitées.
Après la trempe, les métaux, en particulier les aciers, deviennent très durs mais aussi cassants en raison de la formation de martensite. La martensite est une microstructure sursaturée susceptible de se fissurer sous l'effet d'une contrainte ou d'un impact. Le revenu permet de résoudre ce problème en réchauffant le métal trempé à une température modérée inférieure à son point de transformation critique, généralement comprise entre 150°C et 650°C. Après avoir atteint la température souhaitée, le métal est à nouveau refroidi, généralement à l'air. Ce processus de traitement thermique réduit les contraintes internes, diminue la fragilité et améliore la ténacité et la ductilité tout en conservant une part importante de la dureté acquise lors de la trempe.
Le revenu décompose partiellement la martensite. En fonction de la température et de la durée du processus de revenu, la martensite peut se transformer en martensite trempée, en bainite ou en carbures fins. Le processus soulage les contraintes résiduelles en permettant la diffusion atomique et les réarrangements microstructuraux. Ces changements réduisent la tendance à la fissuration et à la déformation du métal. Le revenu atteint un équilibre crucial, réduisant la fragilité sans sacrifier substantiellement l'amélioration de la dureté et de la résistance obtenue par la trempe.
Le revenu est essentiel dans les industries où les composants doivent être à la fois très résistants et très solides. Par exemple, dans l'industrie automobile, les pièces de moteur telles que les vilebrequins et les pistons sont trempées. Dans la fabrication d'outils de coupe, de moules et de composants aérospatiaux, la trempe garantit que les pièces peuvent résister aux contraintes opérationnelles, à la fatigue et aux chocs sans défaillance, prolongeant ainsi leur durée de vie et leur fiabilité.
La trempe entraîne des vitesses de refroidissement inégales. Les couches superficielles du métal se refroidissent et se contractent plus rapidement que le cœur, ce qui entraîne la création de contraintes de traction à la surface et de contraintes de compression à l'intérieur. Ces contraintes résiduelles peuvent entraîner des déformations, des distorsions, des fissures et des imprécisions dimensionnelles, qui sont particulièrement problématiques pour les pièces de précision et les composants à géométrie complexe.
La détente est un processus spécifique de traitement thermique conçu pour réduire les contraintes internes sans altérer de manière significative la microstructure ou la dureté du métal. Il est généralement effectué à des températures plus basses que le revenu. Le métal est chauffé à une température soigneusement contrôlée, généralement comprise entre 150°C et 300°C, pendant une période déterminée, puis il est lentement refroidi.
Le détachement des contraintes permet de conserver la forme du composant. Elle réduit le risque de déformation lors des opérations d'usinage ultérieures ou en service, et améliore la stabilité dimensionnelle globale du composant.
La trempe est généralement suivie d'un revenu pour transformer la martensite fragile en une microstructure plus résistante. La détente peut être appliquée soit comme étape préliminaire avant le revenu, soit combinée au processus de revenu, en fonction des exigences spécifiques du composant.
Le choix de la température et de la durée du revenu est crucial car il dépend de l'équilibre souhaité entre la dureté et la ténacité. Par exemple, des températures de trempe plus élevées augmenteront la ténacité du métal mais réduiront sa dureté. Les ingénieurs doivent sélectionner avec soin les paramètres de revenu en fonction de l'application envisagée, et certains procédés utilisent l'auto-trempe pour optimiser l'efficacité en utilisant la chaleur conservée après la trempe.
Il est essentiel de comprendre et de résoudre les défauts de trempe les plus courants pour maintenir la qualité et les performances des composants métalliques. Voici des conseils pratiques pour résoudre certains des problèmes les plus courants rencontrés au cours du processus de trempe.
Les causes :
Solutions :
Les causes :
Solutions :
Les causes :
Solutions :
Les causes :
Solutions :
Les causes :
Solutions :
Les causes :
Solutions :
Les causes :
Solutions :
En comprenant ces problèmes courants et en mettant en œuvre des conseils pratiques de dépannage, les entreprises peuvent améliorer leurs processus de trempe, garantissant ainsi des résultats fiables et de haute qualité.
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
La trempe est un processus critique de traitement thermique qui consiste à refroidir rapidement les métaux chauffés afin d'améliorer leur dureté, leur solidité et leur résistance à l'usure en modifiant leur microstructure. Les principaux types de techniques de trempe sont les suivants :
Chaque technique diffère par le milieu de refroidissement, la vitesse de refroidissement et les effets métallurgiques qui en résultent. Il est donc essentiel de sélectionner la méthode appropriée en fonction du type de métal, des propriétés souhaitées et des exigences spécifiques de l'application.
Le processus de trempe comprend trois étapes critiques : l'étape de la vapeur, l'étape de l'ébullition et l'étape de la convection.
Au stade de la vapeur, lorsque le métal chaud est immergé dans le milieu de trempe, une couverture de vapeur se forme autour de lui en raison de la vaporisation rapide. Ce stade se caractérise par un transfert de chaleur lent, principalement par rayonnement et par conduction limitée, ce qui peut entraîner l'apparition de points faibles à la surface s'ils ne sont pas correctement gérés.
La phase d'ébullition suit lorsque la couverture de vapeur s'effondre et que l'agent de trempe entre en contact direct avec la surface du métal, ce qui entraîne une ébullition nucléée. Cette étape fournit le taux de transfert de chaleur le plus élevé en raison de l'évacuation rapide de la chaleur par les bulles d'ébullition, ce qui est crucial pour obtenir la dureté souhaitée en formant des phases telles que la martensite dans l'acier.
La compréhension de ces étapes est essentielle pour contrôler le processus de trempe afin d'obtenir des propriétés spécifiques du matériau tout en minimisant les défauts tels que la distorsion et la fissuration.
La trempe offre plusieurs avantages clés aux composants métalliques, ce qui en fait un processus crucial du traitement thermique. En premier lieu, elle augmente la dureté en transformant la microstructure du métal, souvent en transformant l'austénite en martensite, qui est nettement plus dure. Cette caractéristique est essentielle pour les pièces soumises à une forte usure, telles que les outils de coupe et les engrenages.
La trempe améliore également la résistance et les propriétés de traction, permettant au métal de supporter de lourdes charges et des contraintes mécaniques, ce qui est vital pour les applications structurelles et les composants aérospatiaux. L'amélioration de la résistance à l'usure et de la durabilité sont d'autres avantages qui permettent d'allonger la durée de vie et de réduire les besoins de maintenance, ce qui est particulièrement important dans les secteurs de l'automobile et de la fabrication.
En outre, la trempe permet de contrôler la microstructure et l'uniformité, ce qui garantit des propriétés mécaniques constantes dans l'ensemble du composant. Cette uniformité est essentielle pour les applications nécessitant des performances prévisibles. Des techniques de trempe appropriées peuvent également atténuer des problèmes tels que la distorsion et la fissuration, en maintenant la précision dimensionnelle et en réduisant les contraintes résiduelles.
La trempe est un processus de traitement thermique essentiel utilisé dans les industries automobile et aérospatiale pour améliorer les propriétés mécaniques des pièces métalliques, telles que la dureté, la solidité et la résistance à l'usure. Dans l'industrie automobile, la trempe est appliquée à des composants critiques tels que les pièces de moteur (vilebrequins, arbres à cames, bielles), les engrenages de transmission et les systèmes de suspension. Ces composants bénéficient d'une dureté et d'une résistance à la fatigue accrues, qui sont essentielles pour la durabilité et les performances dans des conditions de contrainte et d'usure élevées.
Dans l'industrie aérospatiale, la trempe est utilisée pour les pales de turbines, les trains d'atterrissage, les pièces de fuselage et les fixations. Ce procédé améliore la stabilité thermique, la durabilité mécanique et la résistance à l'usure, ce qui permet à ces composants de résister à des conditions d'utilisation extrêmes. Des techniques telles que la trempe à l'huile et la trempe gaz/air sont couramment employées, ce qui permet d'obtenir un équilibre entre la dureté et la ténacité tout en minimisant les chocs thermiques. Les avantages de la trempe comprennent l'augmentation de la durée de vie des composants, la réduction des coûts de maintenance et l'amélioration de la fiabilité des performances, ce qui en fait un processus crucial dans ces secteurs à forte demande.
Plusieurs stratégies permettent d'atténuer les problèmes de trempe tels que la fissuration et la déformation. Il est essentiel de contrôler les vitesses de refroidissement ; un refroidissement rapide peut induire des contraintes thermiques. Le choix d'un milieu de trempe approprié, comme l'huile ou les solutions de polymères, qui se refroidissent plus lentement que l'eau, permet de minimiser ces risques. Un chauffage uniforme et adéquat avant la trempe assure une répartition uniforme de la température, ce qui réduit les chocs thermiques. La conception de pièces de forme symétrique et d'épaisseur uniforme permet d'obtenir un refroidissement homogène et de réduire les concentrations de contraintes. L'utilisation de dispositifs de fixation pendant la trempe permet d'immobiliser physiquement les pièces et de minimiser les déformations. Les traitements postérieurs à la trempe, comme le revenu, sont cruciaux ; le réchauffement du métal à une température modérée après la trempe soulage les contraintes internes et améliore la ténacité. En outre, l'entretien régulier et la surveillance de l'équipement et du milieu de trempe garantissent des conditions de refroidissement constantes, ce qui réduit encore la probabilité de défauts. En intégrant ces mesures, les fabricants peuvent gérer efficacement les risques associés à la trempe.
La formation de martensite est un processus critique dans la trempe des aciers, où l'austénite, une structure cristalline cubique à faces centrées (FCC), est rapidement refroidie à une température inférieure à la température de démarrage de la martensite (Ms). Ce refroidissement rapide donne naissance à une structure cristalline tétragonale centrée sur le corps (BCT) connue sous le nom de martensite.
La martensite se forme par une transition de phase sans diffusion, ce qui signifie que les atomes de carbone sont piégés dans la structure cristalline, créant un matériau sursaturé et fortement déformé. Cette transformation augmente considérablement la dureté et la résistance de l'acier, ce qui le rend essentiel pour les applications nécessitant des matériaux de haute performance, tels que les composants automobiles et aérospatiaux.
L'importance de la martensite dans la trempe réside dans sa capacité à conférer à l'acier une dureté et une résistance exceptionnelles. Cependant, elle peut également rendre le matériau fragile, ce qui nécessite des processus de trempe ultérieurs pour soulager les contraintes internes et améliorer la ténacité. Les techniques de trempe contrôlées, telles que la trempe et le partage, optimisent encore l'équilibre entre la dureté et la ténacité, améliorant ainsi les propriétés mécaniques de l'acier.

