Comment souder l'acier nickelé : Un guide complet
Le soudage de l'acier nickelé peut être une tâche intimidante, mais avec les bons conseils, elle devient gérable et gratifiante...
Vous vous êtes déjà demandé comment souder avec une baguette en nickel, mais vous vous sentez dépassé par le jargon technique ? Ne craignez rien ! Ce guide a été conçu pour les débutants comme vous, en décomposant le processus en étapes faciles à suivre. Le soudage à la baguette de nickel ouvre un monde de possibilités, qu'il s'agisse de réparer du métal, de fabriquer de nouvelles structures ou d'assembler de la fonte et de l'acier inoxydable.
Dans ce guide complet, vous découvrirez tout, de l'équipement et des outils de sécurité essentiels à la préparation de votre matériau de base et au réglage de votre machine à souder. Nous vous accompagnerons tout au long du processus de soudage, de l'amorçage de l'arc aux traitements post-soudure, tout en soulignant les mesures de sécurité essentielles. Prêt à plonger dans le monde du soudage au fil de nickel ? Commençons et faisons en sorte que votre première soudure soit une réussite !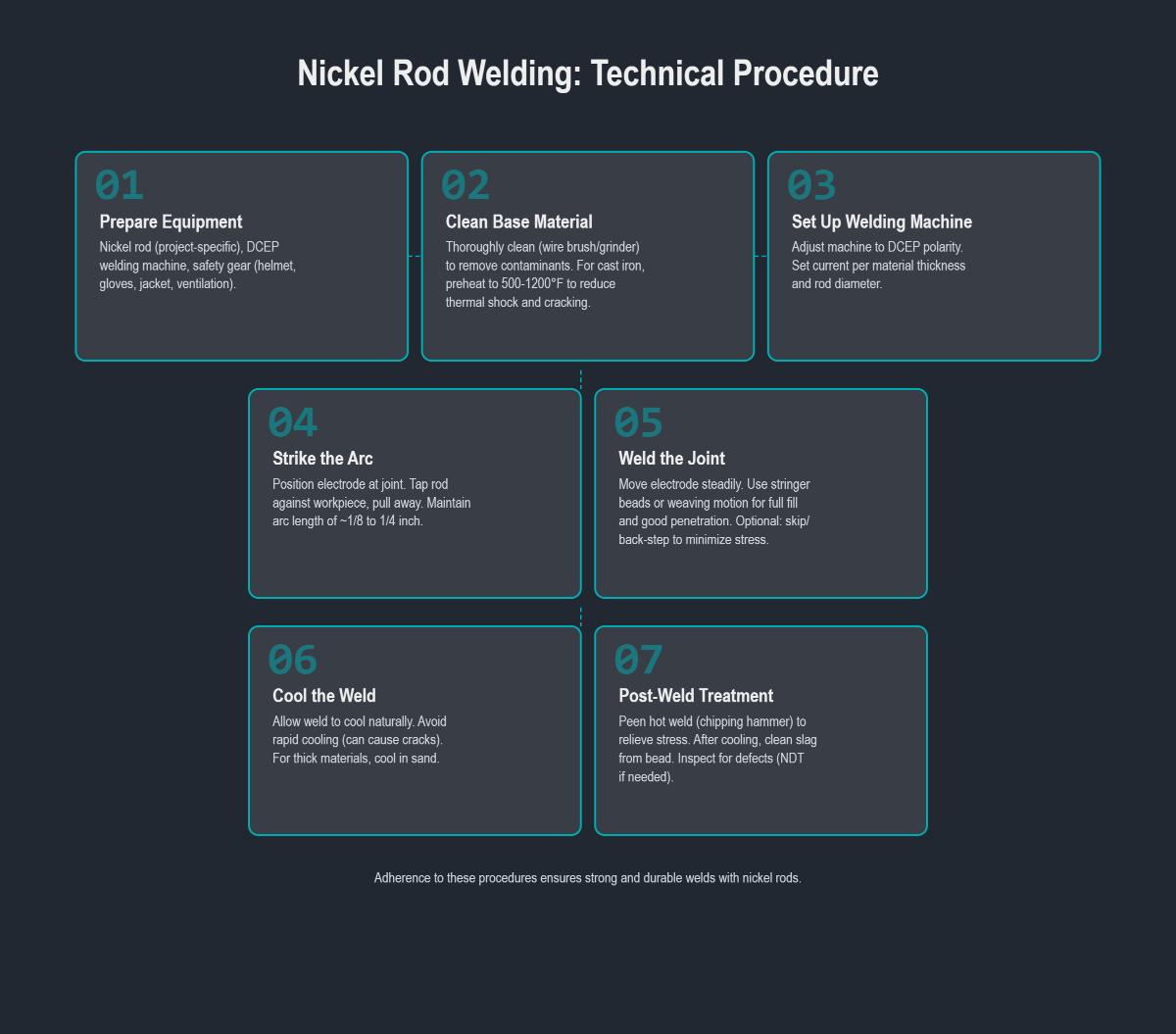
Une baguette de soudure au nickel est une électrode spécialisée utilisée principalement dans les procédés de soudage et dont le composant principal est le nickel. Ces baguettes sont conçues pour créer des soudures solides et durables, en particulier lorsqu'on travaille avec des métaux qui nécessitent une ductilité et une résistance à la corrosion élevées.
Le soudage au nickel est souvent utilisé pour réparer des pièces métalliques endommagées, par exemple pour réparer des fissures dans des blocs moteurs en fonte ou pour réparer des structures en acier inoxydable qui ont subi une certaine usure.
Dans la fabrication des métaux, les barres de nickel sont essentielles pour assembler différentes pièces métalliques et créer des structures complexes capables de résister à des environnements difficiles, comme ceux que l'on trouve dans les industries chimiques et alimentaires.
Une application clé est l'assemblage de la fonte et de l'acier inoxydable. Ces deux métaux ont des propriétés différentes et les barres de nickel peuvent créer une liaison solide entre eux, garantissant l'intégrité du joint.
Lors de la préparation du soudage au fil de nickel, il est essentiel d'avoir les bons outils pour obtenir des soudures de haute qualité. Voici une liste complète des outils essentiels dont vous aurez besoin :
La sécurité est primordiale lors du soudage avec des baguettes de nickel. Un équipement de sécurité adéquat vous protège des risques tels que la lumière intense, la chaleur et les fumées nocives.
Commencez par nettoyer soigneusement le matériau de base afin de garantir une soudure solide et durable. Cela permet d'éliminer les contaminants susceptibles d'affaiblir la soudure.
Inspectez soigneusement le métal de base pour détecter tout défaut tel que des fissures, des piqûres ou des inclusions. Corrigez ces défauts avant de procéder au soudage afin d'éviter toute défaillance de la soudure.
Une bonne préparation des joints améliore la pénétration et la résistance des soudures.
Le préchauffage est essentiel pour les métaux tels que la fonte et certains alliages de nickel.
Utilisez des soudures de pointage pour maintenir les composants en place avant de commencer le processus de soudage complet.
Pour éviter la surchauffe et la déformation, il convient de gérer soigneusement l'apport de chaleur et de laisser la soudure refroidir entre les passes.
Le gaz de protection empêche la contamination par les gaz atmosphériques, ce qui garantit une soudure propre et solide.
Après le soudage, nettoyez la zone de soudure et vérifiez qu'il n'y a pas de défauts.
Pour le soudage avec des baguettes de nickel, il est recommandé d'utiliser la polarité DC Electrode Positive (DCEP). L'arc électrique doit être régulier pour garantir une soudure solide et efficace. La polarité DCEP génère plus de chaleur au niveau de l'électrode, ce qui permet de faire fondre la baguette de nickel et de la fusionner avec le métal de base.
Le soudage à la baguette de nickel nécessite généralement une intensité comprise entre 70 et 120 ampères, ajustée en fonction du diamètre de la baguette et de l'épaisseur du métal de base. Pour une baguette de nickel de 1/8 de pouce, un réglage courant de l'ampérage est de 85 à 100 ampères. Si le métal de base est plus épais, il peut être nécessaire d'augmenter légèrement l'ampérage. Veillez toutefois à ne pas le régler trop haut, car un ampérage excessif peut entraîner une surchauffe et une soudure de mauvaise qualité.
Pour obtenir des résultats optimaux, maintenez une longueur d'arc de 3 à 6 mm (1/8 à 1/4 de pouce). Un arc court et régulier est essentiel pour éviter de surchauffer et de brûler le matériau. Surveillez attentivement l'arc pendant le soudage et ajustez la position de votre main pour maintenir la longueur correcte.
Une fois que vous avez réglé le type de courant sur DCEP, ajusté l'ampérage en fonction de votre baguette et de votre métal de base, et déterminé la longueur d'arc appropriée, revérifiez tous les réglages. Assurez-vous que tout est bien fixé et que la machine fonctionne correctement avant de commencer à souder. Cette étape garantit un environnement de soudage stable et fiable.
Commencez par nettoyer la surface métallique à l'aide d'une brosse métallique, d'une meuleuse d'angle ou d'une sableuse pour éliminer la rouille, l'huile, la saleté et les autres contaminants susceptibles d'affaiblir la soudure. Pour les impuretés tenaces, utilisez un nettoyage chimique comme le décapage (traitement à l'acide), puis essuyez avec de l'acétone pour éliminer les huiles résiduelles.
Si vous travaillez avec de la fonte ou des matériaux épais susceptibles de se fissurer, préchauffez le métal de base. La température de préchauffage varie généralement entre 350°F et 1200°F, en fonction de l'épaisseur et de l'alliage du matériau. Cela permet de réduire les chocs thermiques et de minimiser les fissures pendant le soudage.
Inspecter le matériau pour vérifier qu'il n'y a pas de fissures ou de défauts. Souder par points les composants pour maintenir un alignement correct avant de procéder au soudage complet. Cela permet de s'assurer que les pièces restent en place et rend le processus de soudage plus fluide.
Choisissez une barre de nickel compatible avec le métal de base et l'application spécifique. Il existe différents alliages de nickel, chacun convenant à différents métaux tels que la fonte, l'acier inoxydable ou d'autres alliages de nickel.
Réglez votre poste de soudage sur le mode DC Electrode Positive (DCEP) pour obtenir des arcs stables et une bonne pénétration. Réglez l'ampérage en fonction du diamètre de la tige et de l'épaisseur du matériau. Une longueur d'arc courte de 1/8 à 1/4 de pouce est généralement optimale pour un soudage efficace.
Veillez à porter un équipement de sécurité approprié, notamment un casque de soudage avec la bonne teinte, des gants, une veste et des lunettes de sécurité. Une bonne ventilation ou un aspirateur de fumées est également nécessaire pour éviter d'inhaler les fumées toxiques générées par le soudage du nickel.
Fixer la tige de nickel dans le porte-électrode (également appelé dard).
Amorcer l'arc en frappant brièvement l'électrode contre la pièce, puis en la retirant pour maintenir une longueur d'arc constante d'environ 3 à 6 mm.
Déplacez l'électrode régulièrement le long du joint, en gardant un mouvement contrôlé. Pour les matériaux plus épais, utiliser un léger mouvement de tressage ou de chevauchement pour répartir uniformément le métal soudé et assurer une pénétration complète. Utiliser des techniques telles que les cordons de soudure ou le soudage par saut/retour pour minimiser les contraintes et éviter les fissures.
Immédiatement après chaque passe de soudure, utilisez un marteau burineur pour ébarber le cordon de soudure pendant que le métal est encore chaud. Ce procédé permet de soulager les tensions et de réduire le risque de fissuration en permettant à la soudure de s'étirer lorsqu'elle refroidit.
Laissez la soudure refroidir naturellement. Évitez les méthodes de refroidissement rapide telles que la trempe à l'eau ou à l'air comprimé, car elles peuvent provoquer des fissures. Pour les pièces moulées épaisses, les enterrer dans du sable sec ou les envelopper de couvertures isolantes peut contribuer à ralentir le refroidissement et à assurer une contraction uniforme.
Une fois la soudure refroidie, éliminez le laitier et les impuretés à l'aide d'une brosse métallique ou d'un marteau burineur. Cela permet d'obtenir un cordon de soudure propre.
Examinez la soudure pour déceler d'éventuels défauts tels que des fissures, des porosités ou un manque de fusion. Utilisez des méthodes d'essai non destructives telles que les essais par ultrasons, le contrôle par magnétoscopie ou le contrôle par ressuage pour l'assurance qualité.
Si plusieurs passages sont nécessaires, nettoyer les couches d'oxyde entre les passages à l'aide d'une meuleuse d'angle. Évitez d'utiliser de l'air comprimé pour prévenir la contamination par l'humidité, qui peut introduire de l'hydrogène et provoquer des fissures.
Le préchauffage et le refroidissement lent sont essentiels lors du soudage de la fonte pour éviter les chocs thermiques et les fissures.
Pour les alliages de nickel de faible épaisseur, le soudage TIG est recommandé en raison d'un meilleur contrôle et d'une meilleure esthétique, bien que le soudage à la baguette avec des baguettes de nickel soit courant pour les réparations et les sections plus épaisses.
Veiller à ce que les électrodes et les métaux de base soient propres et exempts d'autres contaminants métalliques afin d'éviter les défauts de soudure.
Une fois le soudage terminé, il est important de laisser le joint refroidir progressivement et naturellement. Les méthodes de refroidissement rapide, comme la trempe à l'eau ou à l'air comprimé, peuvent provoquer un choc thermique et entraîner des fissures à la fois dans la soudure et dans le matériau de base, en particulier dans des matériaux comme la fonte ou les pièces moulées épaisses. Dans ces cas, il convient d'envisager l'utilisation de méthodes d'isolation. Envelopper la pièce soudée dans une couverture ou l'enterrer dans du sable sec peut aider à maintenir un taux de refroidissement régulier et à éviter les changements de température soudains qui pourraient affaiblir l'intégrité de la soudure.
Les soudures au nickel développent souvent des contraintes résiduelles lorsqu'elles refroidissent, ce qui peut les rendre cassantes ou provoquer des fissures. Pour atténuer ces contraintes, il convient d'appliquer un traitement thermique de détente ou de recuit après le soudage. Ce processus consiste à chauffer l'assemblage soudé à une température contrôlée inférieure à son point de fusion, à le maintenir à cette température pendant une période déterminée, puis à le laisser refroidir lentement. Ce traitement contribue à améliorer la durabilité et la résistance de la soudure, ce qui la rend plus adaptée aux applications soumises à de fortes contraintes ou à des températures élevées.
Le grenaillage de précontrainte permet de soulager les tensions formées pendant le soudage en martelant légèrement le cordon de soudure à l'aide d'un marteau burineur après chaque passage. Cette technique déforme plastiquement la surface du cordon de soudure, contrecarrant les contraintes de traction qui peuvent entraîner des fissures pendant la solidification et le refroidissement. Cette méthode est particulièrement efficace pour minimiser le risque de fissures dans la soudure.
Une fois la soudure refroidie, il est essentiel de nettoyer soigneusement la zone de soudure. Utilisez une brosse métallique ou un marteau burineur pour éliminer le laitier et les autres impuretés qui peuvent dissimuler des défauts. Inspectez attentivement la soudure pour détecter tout signe de fissure, de porosité ou de fusion incomplète. Pour les applications critiques, utilisez des méthodes de contrôle non destructives telles que le contrôle par ultrasons, le contrôle magnétoscopique ou le contrôle par ressuage pour vérifier la qualité de la soudure. Un entretien et une inspection réguliers garantissent l'intégrité des soudures à long terme.
En fonction de l'application, un usinage ou une finition supplémentaire peut être nécessaire après le soudage pour obtenir la forme ou la finition de surface souhaitée. Lors de l'usinage après soudage, il est important de procéder avec précaution pour éviter d'introduire de nouvelles contraintes ou d'endommager la zone de soudure. Une finition correcte garantit que le composant soudé répond aux spécifications requises et qu'il est prêt pour l'usage auquel il est destiné.
L'inclusion de laitier résulte souvent d'un flux contaminé ou vieilli sur la tige. Pour résoudre ce problème, il faut d'abord tester la tige sur de l'acier propre. Si le problème persiste, nettoyez les baguettes avec un tampon Scotch - Brite. En guise d'alternative, envisagez de passer au soudage TIG.
L'utilisation d'un mauvais type de baguette, comme une baguette en acier doux, peut augmenter la teneur en carbone et fragiliser la soudure, en particulier lorsqu'on travaille avec de la fonte. Les baguettes à base de nickel empêchent l'accumulation de graphite et maintiennent la flexibilité et la ductilité de la soudure.
Les alliages de nickel ont une faible conductivité thermique, ce qui entraîne une accumulation rapide de chaleur pendant le soudage. Limiter l'apport de chaleur en laissant la soudure refroidir entre les cordons ou les passes. Par exemple, attendez environ 1 à 2 minutes entre les passes pour laisser la soudure refroidir suffisamment.
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Pour souder avec une baguette de nickel, procédez comme suit :
En suivant ces étapes, vous pouvez obtenir des soudures solides et durables lorsque vous travaillez avec des barres de nickel.
Pour préparer le métal de base avant de souder avec une baguette de nickel, suivez les étapes essentielles suivantes afin de garantir une soudure solide et durable :
Tout d'abord, nettoyez soigneusement le métal de base pour éliminer les contaminants tels que la rouille, la saleté, la graisse, l'huile, la peinture et les oxydes. Pour le nettoyage mécanique, utilisez une brosse métallique, une meuleuse d'angle, une sableuse ou un chiffon abrasif. Pour les contaminants tenaces, envisagez des méthodes de nettoyage chimique telles que le décapage (traitement à l'acide). Après le nettoyage, essuyez la surface avec un chiffon imbibé d'acétone ou d'un solvant similaire pour vous assurer qu'elle est exempte d'huiles résiduelles.
Inspectez ensuite le métal de base pour détecter d'éventuels défauts tels que des fissures, des zones fatiguées ou des zones spongieuses. Réparez ou découpez les zones défectueuses afin d'éviter toute défaillance de la soudure.
Pour les matériaux plus épais, meulez les bords biseautés pour améliorer la pénétration et la résistance de la soudure. Souder solidement les pièces pour maintenir l'alignement pendant le soudage.
Le préchauffage est particulièrement important pour la fonte. Chauffer le métal de base à une température comprise entre 260°C et 650°C (500°F et 1200°F) pour réduire les chocs thermiques et minimiser les fissures. Pour les autres alliages à base de nickel, suivre les directives spécifiques de préchauffage.
Assurez-vous que la surface est exempte de peau oxydée et de résidus d'huile avant de commencer la soudure. La création d'une surface légèrement rugueuse peut améliorer l'adhérence et la pénétration du cordon de soudure.
Lors du soudage avec des baguettes de nickel, il est essentiel d'utiliser un équipement de sécurité approprié et de prendre les précautions nécessaires. L'équipement de sécurité comprend un casque de soudage avec la bonne teinte pour protéger les yeux de l'arc électrique, des lunettes de sécurité sous le casque pour la protection contre les étincelles, des gants de soudage isolés pour éviter les brûlures, une veste de soudage résistant aux flammes et des respirateurs approuvés par le NIOSH si les limites d'exposition sont dépassées. Les précautions à prendre consistent à assurer une bonne ventilation pour éliminer les fumées toxiques, à garder la zone exempte de matériaux inflammables pour la sécurité incendie, à éviter le contact de la peau avec les particules de nickel et à disposer d'un plan de premiers secours. Il faut également veiller à la propreté de la zone de travail, s'hydrater, faire des pauses et vérifier l'équipement avant de commencer.
Pour éviter les fissures lors du soudage avec des baguettes de nickel, il est essentiel de suivre les étapes suivantes :
En respectant ces étapes, vous pouvez réduire considérablement le risque de fissuration lors du soudage avec des baguettes de nickel, ce qui garantit des soudures solides et durables.
Après le soudage avec une baguette de nickel, il est essentiel de procéder à des traitements et à des inspections post-soudure appropriés. Pour les traitements, commencez par refroidir correctement la soudure. Il faut ensuite éliminer le laitier et les autres impuretés. Des traitements thermiques après soudage peuvent également être effectués : détensionnement par chauffage en dessous de la plage critique pour réduire les contraintes de soudage, recuit de mise en solution pour améliorer la résistance à la corrosion et, pour les alliages à durcissement par précipitation, un traitement thermique de mise en solution complet suivi d'un vieillissement artificiel. En ce qui concerne les inspections, il convient de procéder à un contrôle visuel pour détecter les défauts visibles, d'utiliser des tests radiographiques pour détecter les défauts internes, des tests ultrasoniques pour les problèmes de subsurface dans les sections épaisses, et une analyse chimique pour s'assurer qu'il n'y a pas de contamination par des éléments nocifs.
Pour obtenir des listes de contrôle interactives et des ressources téléchargeables concernant le soudage avec une baguette en nickel, vous pouvez visiter le site Web MFG Shop. Ce site propose des guides complets qui couvrent tous les aspects, de la préparation du matériau de base aux traitements post-soudage. En outre, le site Web Arc Machines propose une liste de contrôle téléchargeable pour l'inspection quotidienne de l'équipement de soudage, ce qui permet de s'assurer que vos outils sont dans un état optimal pour des opérations de soudage sûres et efficaces. Ces ressources sont conçues pour les débutants et fournissent des instructions détaillées, étape par étape, pour vous aider à réaliser des soudures de haute qualité avec des baguettes de nickel.

