How to Spot Weld with a MIG Welder: A Step-by-Step Guide
Imagine creating flawless, strong welds that hold your metal projects together seamlessly. If you’re an intermediate welder looking to master…
Imagine creating stunning architectural pieces or durable outdoor sculptures that stand the test of time, both structurally and aesthetically. Corten steel, with its distinctive rusty appearance and exceptional weather resistance, has become a popular choice for such projects. However, mastering the art of MIG welding Corten steel requires more than just basic welding skills. In this comprehensive guide, you’ll discover everything from selecting the right filler materials to optimizing your welding parameters. Learn how to prevent warping, maintain Corten’s unique properties, and ensure your welds are both strong and visually appealing. Ready to elevate your welding skills? Let’s dive in and uncover the secrets to successfully welding Corten steel.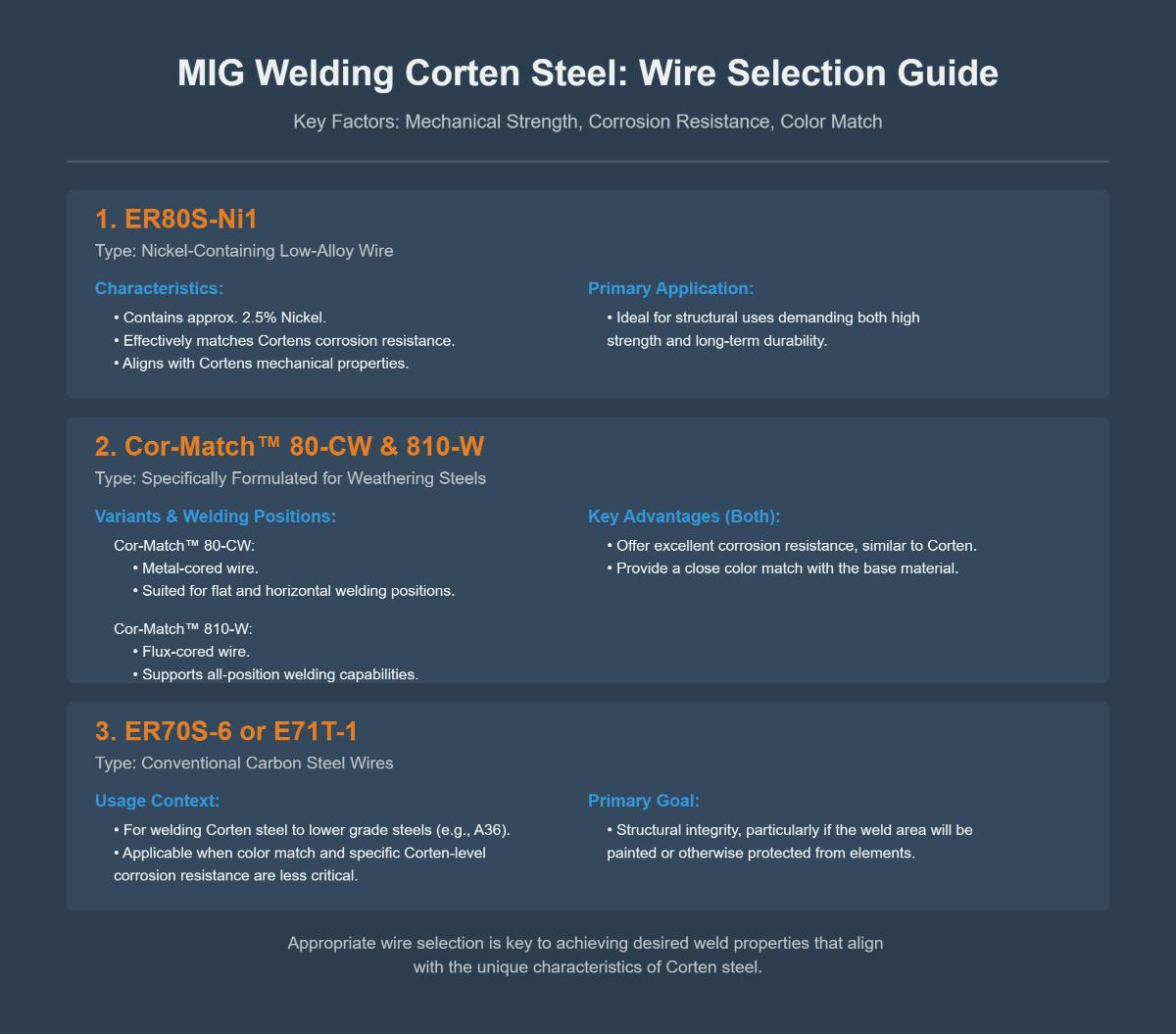
Corten steel, also known as weathering steel, contains elements like copper, chromium, and nickel. When exposed to air, these elements react with oxygen to form a stable rust-like layer that protects the metal beneath from further corrosion. This characteristic makes Corten steel highly valued in construction and outdoor art due to its unique aesthetic and long-term durability without the need for painting or additional protective coatings.
MIG (Metal Inert Gas) welding is a popular choice for welding Corten steel for several reasons. First, it offers high welding speeds, which can significantly reduce the To ensure the quality and safety of welding practices, it is essential to adhere to industry standards.
The American Welding Society (AWS) has established standards for welding procedures, welder qualification, and inspection methods. Following these standards helps achieve consistent and reliable welds, ensuring that the welding is done safely and to a high quality.
ASTM A588 sets rules for the chemical makeup and mechanical features of Corten steel. Using steel that meets this specification ensures it will work well outdoors and resist corrosion. Adhering to this specification helps ensure that the Corten steel used in your project has the necessary chemical composition and mechanical properties to perform well in outdoor and corrosive environments.
Proper surface preparation is essential for ensuring strong, defect-free welds on Corten steel.
Start by removing any visible rust, dirt, or mill scale using an angle grinder with a metal grinding disc. Follow this by thoroughly wire brushing the area to eliminate any remaining debris.
Next, use a degreaser to remove oils and greases, as they can cause welding defects. Ensure the degreaser is suitable for metal and follow the instructions carefully.
Mill scale, a flaky surface layer of iron oxide that forms on hot-rolled steel, must be removed before welding to prevent poor weld penetration and defects.
An angle grinder with an abrasive disc is effective for mill scale removal. This not only cleans the steel but also roughens the surface, improving the weld’s grip.
Beveling the edges of steel plates can improve weld penetration and reduce defects. Use an angle grinder to create a beveled angle, typically between 30 to 45 degrees, which is especially important for thicker sections to ensure full penetration and reduce cracking.
Ensure your workspace is well-prepared before starting the welding process. A clean, well-lit, and organized workspace contributes to better welding results and enhances safety.
Clear the workspace of any flammable materials and ensure there is adequate ventilation to disperse welding fumes. Organize your tools and materials so that everything you need is within easy reach, which helps maintain focus and efficiency during the welding process.
By following these preparation steps, you can ensure that the Corten steel is in the best possible condition for welding, which will lead to stronger, more durable joints and a higher quality finished product.
For single pass welds on thinner Corten steel sheets, mild steel filler wires are a good choice. These wires can pick up alloying elements from the base material, which helps the weld maintain similar anti – corrosion properties. General – purpose mild steel filler wires like those with a 70 – grade tensile strength are suitable. They can be used when welding thin sheets as they offer good weldability and can form a weld that blends well with the Corten steel’s corrosion – resistant nature. Examples include E70C – 6 M, ER70S – 3, ER70S – 6, and E71T – 1.
When dealing with thicker materials or multi – pass welds, low alloy filler metals are recommended. These fillers usually contain nickel, copper, and chromium, which are crucial for preserving Corten steel’s weathering properties. They are suitable for creating strong, corrosion – resistant welds in multiple passes. Options such as E81T1 – W2, ER80S – Ni1, E80C – Ni1, ER805 – Ni1, and Lincoln LA – 75 are commonly used.
For projects where aesthetics and durability are of prime importance, specialized fillers are available. An example is Cor – Match from Central Steel Service. These fillers are specially designed. They closely match the mechanical and corrosion – resistant properties of Corten steel. This makes them ideal for projects where the appearance and long – term performance of the weld are critical, such as in architectural or infrastructural applications.
When choosing a filler material, consider these key points:
To ensure optimal results, follow these steps for welding conditions and preparation. First, preheat the Corten steel to a temperature between 100°F and 300°F. Then, maintain interpass temperatures between 250°F and 400°F to prevent cracking. Also, clean the weld area thoroughly. You can achieve this by grinding and brushing the area before starting the welding process.
To start MIG welding, it’s essential to set up your equipment correctly. This involves choosing the right machine settings and making sure all components are in place.
Shielding gas is crucial for protecting the weld pool from contaminants and keeping the arc stable. For MIG welding Corten steel, an argon – CO₂ mixture is preferred. This blend offers good arc stability, reduces spatter, and enhances the appearance of the weld bead. It’s versatile and suitable for both thin and thick sections of Corten steel.
The wire feed speed should be adjusted according to the material thickness and the desired weld penetration. Refer to the welder’s manual for specific settings, but generally:
Adjusting the voltage, amperage, and wire feed speed based on the material thickness is vital for achieving optimal weld quality. Here is a basic parameter table for reference:
| Material Thickness | Voltage (V) | Amperage (A) | Wire Feed Speed (in/min) |
|---|---|---|---|
| 1/8″ | 18 – 19 | 140 – 160 | 200 – 300 |
| 1/4″ | 20 – 22 | 160 – 180 | 180 – 250 |
| 3/8″ | 22 – 24 | 180 – 200 | 150 – 200 |
Note: These values are just starting points, and adjustments may be needed based on real – world conditions.
Maintain a consistent torch angle of 10 – 15° from vertical to ensure a uniform weld bead. This angle helps achieve proper penetration and bead profile.
Control your travel speed to balance penetration and heat input. A moderate travel speed is usually best, allowing the weld pool to form without excessive heat buildup.
Heat input management is critical to prevent warping and maintain the structural integrity of the Corten steel.
By following these guidelines, you can achieve high – quality MIG welds on Corten steel, maintaining its unique properties and ensuring strong, durable joints.
Executing the welding process correctly is essential for creating strong, durable, and attractive welds on Corten steel. Follow these detailed steps to achieve optimal results.
By following these detailed steps and techniques, you can achieve high-quality MIG welds on Corten steel, maintaining its structural integrity and aesthetic appeal.
Cleaning the weld area is essential for the longevity and appearance of Corten steel. Removing slag, spatter, and contaminants prevents interference with patina formation and maintains corrosion resistance. Use a stainless steel or galvanized steel wire brush to remove slag and loose particles immediately after welding. Employ a power washer to clean off finer debris and spatter, promoting a uniform surface for rusting. If necessary, use a chipping hammer to knock off slag for inspection purposes.
A clean weld surface allows for proper visual and non-destructive examination of weld quality, helping detect defects such as cracks, porosity, or undercutting early.
Restoring the patina is crucial for the corrosion resistance and characteristic appearance of Corten steel.
Expose the welded joint to atmospheric conditions to allow natural rusting and patina formation. This process can take several months but results in a durable, uniform protective oxide layer essential for corrosion resistance. The protective patina develops gradually and requires patience.
Apply chemical treatments to speed up patina formation. These treatments promote controlled rusting. Always follow the manufacturer’s instructions carefully for these products.
Weathering steel primers help the patina develop evenly and facilitate uniform rusting and color matching between the weld and the base metal. Apply a weathering steel primer to newly welded areas after cleaning and before exposure to the elements. This helps the weld blend aesthetically with adjacent steel and prevents premature or uneven corrosion.
For a smoother look, blend the weld bead with the surrounding steel using an angle grinder with a flap disc. Avoid over-grinding as it can thin the metal, reducing mechanical strength and potentially compromising the weld joint. Be aware that ground areas may weather at a different rate, necessitating additional primer or patina treatments for a uniform appearance.
Managing heat correctly during welding prevents warping and cracking, ensuring better post-weld results. Use intermittent or back-step welding techniques to minimize warping and distortion. Maintain controlled cooling rates to prevent cracking in the heat-affected zone, preserving mechanical integrity.
Ongoing maintenance is key to preserving the corrosion resistance and appearance of Corten steel. Periodically inspect the weld area for signs of abnormal corrosion or damage. Ensure the patina remains intact and uniform to preserve corrosion resistance. If the patina is damaged or uneven, reapply rust accelerators or primers as needed to restore protection.
Porosity, which means gas pockets in the weld, can greatly affect the weld’s strength and appearance.
Cracking can happen during or after welding. It affects the weld’s integrity.
This defect happens when the weld metal doesn’t fuse well with the base metal, making the joints weak.
Spatter is made up of tiny molten-metal droplets ejected from the weld pool. This causes rough welds and cleanup problems.
Warping or distortion can occur due to uneven heating and cooling during the welding process.
Bad welding can impact Corten steel’s corrosion resistance and look.
In an architectural project, Corten steel was used for a large-scale outdoor sculpture in a public park. The objective was to create a visually striking piece that would blend with the natural environment while being durable enough to withstand outdoor elements.
The architects and engineers selected Corten steel meeting ASTM A588 standards, ensuring it had the right chemical composition for long-term outdoor use. They also considered the steel’s thickness based on the structural requirements of the sculpture. Thicker sheets were used for areas needing more strength, while thinner sheets were used for less stressed parts.
A detailed 3D design of the sculpture was created, including all the curves, angles, and joints. The fabrication plan specified how the steel sheets would be cut, bent, and welded. They decided to use both single-pass and multi-pass welds, selecting the type based on the steel thickness in various parts of the sculpture.
Each steel sheet was thoroughly cleaned. First, an angle grinder with a metal disc was used to remove mill scale and rust. Then, a wire brush was used to clean the surface further, followed by a degreaser to eliminate any oils or greases. The edges of the sheets were beveled using an angle grinder to a 30-45-degree angle, especially for thicker sections, to ensure better weld penetration.
For single-pass welds on thinner sections, ER70S-6 filler wire was chosen as it could pick up alloying elements from the base Corten steel. For multi-pass welds on thicker parts, low-alloy filler metals like Cor-Match™ were used to maintain the steel’s weathering properties.
The MIG welding setup was carefully calibrated. A mixture of 75-80% argon and 20-25% CO₂ was used as the shielding gas. The wire feed speed was adjusted based on material thickness: higher for sections 1/8″ or less, and lower for sections thicker than 1/8″. The voltage and amperage were also adjusted based on a parameter table, with real-world adjustments made as needed. The torch was held at a 10-15° angle from vertical, and a consistent travel speed was maintained. Intermittent welding and the back-step technique were used to manage heat input and prevent warping.
The site in the park was prepared by leveling the ground and installing a stable foundation for the sculpture. The area was marked precisely according to the design plan to ensure the correct placement of the sculpture.
The pre-fabricated parts were transported to the site for assembly. On-site welding followed the same procedures used during fabrication. Special care was taken to ensure the alignment of the parts and the quality of the welds.
After welding, the entire sculpture was cleaned. A stainless-steel wire brush was used to remove slag and loose particles. Then, a power washer was employed to clean off finer debris and spatter.
The sculpture was left to weather naturally. Over time, a protective patina started to form on the surface. To ensure a more uniform patina, in some areas where the rusting seemed uneven, a rust accelerator was applied following the manufacturer’s instructions.
Initially, inspections were conducted monthly to monitor patina development and assess the welds’ performance.
If any issues were detected, such as a small crack or uneven patina, appropriate actions were taken. For example, if a crack was found, it was repaired by welding after proper surface preparation. If the patina was uneven, additional rust accelerator was applied to promote more uniform rusting.
An interactive welding calculator is an essential tool for welders working with Corten steel, helping to determine the best welding parameters such as voltage, amperage, and wire feed speed based on the project’s specifics. By inputting details about the welding project, users receive customized recommendations, ensuring high-quality welds and efficient use of materials.
Understanding the performance of different filler metals is crucial for successful MIG welding of Corten steel. This resource provides a detailed comparison of various filler metals, including ER70S-6, E71T-1, and Cor-Match™, covering aspects such as tensile strength, corrosion resistance, and compatibility with Corten steel, helping welders select the most suitable filler metal for their application.
For those interested in the aesthetic aspects of Corten steel, time-lapse documentation of the patina process can be particularly insightful. This resource visually showcases how the protective rust layer forms and evolves, providing valuable information on expected timelines and influencing factors, aiding in the planning and execution of projects where appearance is critical.
Comprehensive welding guides and tutorials can significantly improve welding skills and knowledge. These resources offer step-by-step instructions on techniques such as intermittent welding and the back-step method, specifically tailored for Corten steel. They also include practical tips for managing heat input, preventing warping, and achieving consistent weld quality.
Adhering to industry standards is essential for quality and safety in welding practices. This resource provides detailed guidelines on relevant standards like AWS D1.5 and ASTM A588, explaining how to meet these standards and the benefits of compliance.
Corten steel, also known as weathering steel, is designed to develop a protective rust layer that prevents further corrosion. This protective layer distinguishes Corten from ordinary steel, and it must be preserved around weld areas to maintain its unique properties.
Thoroughly clean the weld area to remove loose rust, dirt, and contaminants before welding. Use grinding to ensure a clean joint, preventing weld defects and ensuring strong joints.
MIG welding is the preferred method for Corten steel due to its high deposition rates and excellent weld quality. It is particularly suited for the thicker sections of Corten steel, offering a balance between efficiency and effectiveness.
Choosing the right filler wire is crucial. Standard low-alloy wires like ER70S-6 or E71T-1 usually work well, especially for welding Corten to similar or lower-grade steels. For enhanced strength and corrosion resistance, specialized nickel-bearing filler wires like ER805-Ni1 or Lincoln LA-75 can be used.
Use multiple passes to build up the weld carefully, ensuring good fusion without overheating the base metal. Specialty electrodes with weathering steel designations may be used for the final cap pass for better color matching and corrosion resistance.
After welding, the natural patina will gradually form again over the weld area, restoring its protective layer. Proprietary filler materials like Cor-Match can help mimic the base metal’s appearance and weathering characteristics.
MIG welds on Corten are strong and reliable, especially for structural applications where mechanical strength is essential. Using the correct wire and technique minimizes weld failure risks and maintains the long-term corrosion resistance of the weathering steel.
Below are answers to some frequently asked questions:
For MIG welding Corten steel, the choice of wire is crucial to ensure the welds possess the necessary mechanical strength, corrosion resistance, and ideally, color matching with the base material. The following wires are recommended:
Selecting the appropriate wire ensures that the welded joints achieve the desired properties, aligning closely with the requirements of Corten steel.
To prevent warping when welding thin Corten steel, it is essential to manage heat input carefully and use proper welding techniques. Start by employing intermittent welding, which involves welding in short sections with pauses in between to allow cooling. Adjust your welding parameters by lowering the amperage and increasing the travel speed to minimize heat buildup. Implement backstepping, where you weld in reverse segments to balance thermal expansion, and use a staggered welding pattern to distribute heat evenly.
Additionally, use mechanical restraints like clamps and fixtures to hold the workpiece in place, and apply tack welds at regular intervals to secure the pieces and reduce movement. Preheating should be done cautiously, if at all, for thin sections to avoid excessive heat. Allow the metal to cool naturally and avoid rapid cooling methods to prevent cracking or warping.
MIG welding is effective but requires lower heat settings for thin sections, whereas TIG welding provides better control over heat input and is suitable for precision work. These strategies help maintain the structural integrity and aesthetic appeal of the final product.
Welding Corten steel does affect its corrosion resistance because the high heat from welding can disrupt the patina layer in the weld zone and heat-affected zone (HAZ). This exposure of bare metal makes it more susceptible to corrosion. Additionally, the weld metal might not contain the same alloying elements as the base metal, which are necessary for patina formation, potentially leading to welds that corrode faster than the surrounding material.
To mitigate these effects and preserve the corrosion resistance of Corten steel, it is crucial to use appropriate filler metals, such as ER80S-Ni1 or Cor-Match™ electrodes, which are designed to match the composition and properties of Corten steel. Proper cleaning and preparation of the welding area, controlling heat input, and allowing the welded area to naturally weather to reform the protective patina are also essential practices. By following these guidelines, the unique protective properties of Corten steel can be largely preserved.
When deciding between gasless MIG and gas MIG for welding Corten steel, several factors should be considered. Gas MIG welding is generally preferred for Corten steel due to the cleaner, more controlled environment it provides. Using a shielding gas like an Argon-CO2 mix helps protect the weld pool from atmospheric contaminants, resulting in higher-quality welds. This method is versatile and suitable for indoor welding without significant smoke or fume issues.
On the other hand, gasless MIG welding uses flux-cored wires and does not require external gas cylinders, making it more portable and suitable for outdoor or remote locations where wind might interfere with shielding gases. However, gasless MIG produces more smoke and fumes, which can be a drawback for indoor welding, and the weld quality may be less consistent.
For Corten steel, gas MIG welding is recommended if weld quality is a priority and a controlled environment is available. If portability is essential and the work is outdoors, gasless MIG can be considered, but ensure the availability of suitable flux-cored wires for Corten steel.
Common defects in MIG welding Corten steel include porosity, lack of fusion, burn-through, excessive spatter, and improper bead profiles.
Porosity typically arises from inadequate shielding gas coverage or contaminants on the base metal. To fix this, ensure proper gas flow (20-25 CFH of a 75% Argon/25% CO₂ mix), inspect equipment for leaks, and clean the metal thoroughly before welding.
Lack of fusion is caused by incorrect gun angles, low heat input, or high travel speed. Solutions include adjusting welding parameters to increase heat input, optimizing gun angles to 0-15°, and reducing travel speed to ensure proper penetration.
Burn-through occurs when welding thin Corten with excessive heat input. Mitigate this by lowering voltage and wire feed speed, and increasing travel speed to prevent localized overheating.
Excessive spatter can result from incorrect polarity, low voltage, or long stickout. Use DC+ polarity for solid wires, shorten stickout to 1/4–3/8 inch, and clean or replace contact tips regularly.
Improper bead profiles are caused by incorrect voltage settings. Calibrate voltage according to wire manufacturer guidelines and match shielding gas to achieve desired bead shapes.
For Corten-specific considerations, use appropriate filler materials like ER80S-Ni1 for corrosion resistance and color matching, and ensure proper post-weld cleanup to support patina development.
Color matching after welding Corten steel presents several challenges. Firstly, the heat-affected zone (HAZ) and the weld metal itself often have different oxidation rates compared to the base metal. This is due to variations in the material composition and thermal effects during welding, leading to differences in how the patina develops.
Weld oxidation is a significant factor; MIG welding can disrupt the naturally forming protective rust layer of Corten steel, making the weld area initially appear brighter. Over time, the patina will develop, but the initial mismatch can be visually noticeable.
To mitigate these issues, it is crucial to select appropriate filler materials, such as low-alloy fillers compatible with Corten steel, which can minimize color deviation. Additionally, post-weld treatments like light abrasion or controlled weathering can help blend the weld with the surrounding metal.
Finally, patience is required, as achieving a uniform patina may take several weeks of natural exposure to the elements. Using specific techniques like an acidic wash can accelerate the oxidation process and help achieve a more uniform appearance.

